【モータ評価】ブラシレスDCモータのトルクリップル測定
概要
最大5 kHzの応答性があるMagtrol社のトルク計を使い、モータの音や振動の原因となるトルクリップルを測定します。
負荷装置にはノイズの少ないヒステリシスブレーキを用いて、モータのリップルが負荷装置のノイズに埋もれずに測定できます。
ブレーキ負荷の変化に対して、モータの各リップル成分がどのように変化するかの評価を行います。
構成品
- 被試験モータ
- TMトルクトランスデューサTMB204
- ヒステリシスブレーキHB-450M-2
- データロガー
- DSP7001 コントローラ
- 信号分岐ボックス
- パソコン
- トルクリップル測定ソフトウェア
- システム架台・冶具
- ロータリエンコーダ
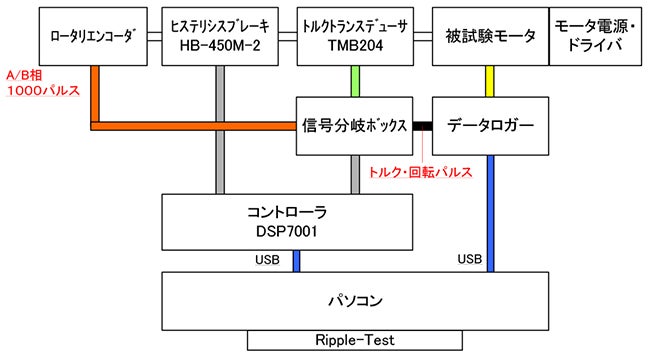
接続図
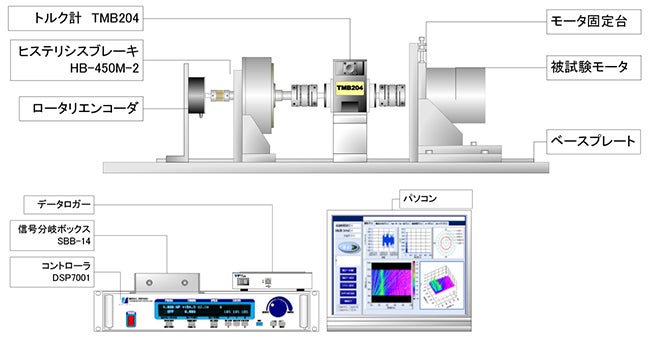
外観
特長
トルクリップルのように変動の早いトルクを計測するためには、応答の速いトルク検出器を用いるか、または計測時の回転数を低くしてトルクの変動を遅くすることが必要です。
Magtrol社のトルクトランスデューサは、トルク出力の応答速度が5kHzと非常に高速です。このため、回転数を低くせずに、変動の早いトルクを計測することが可能です。
また、ブレーキ負荷を変化させながらトルク信号をFFT処理することにより、モーターの構造に依存するリップル成分と、ドライバが供給する電流に依存するリップル成分をそれぞれ解析することができます。
機器仕様
- トルクトランスデューサTMB204
- 定格トルク : 1.0 N・m (フルスケール±5V出力)
- トルク精度 : ±1.5 mN・m
- 最大回転数 : 6,000 rpm
- イナーシャ : 2.8 × 10-5 kgm2
- ねじれ度 : 145 N・m/rad
- ヒステリシスブレーキHB-450M-2
- 定格トルク : 3.2 N・m
- 最大回転数 : 8,000rpm
- イナーシャ : 7.5 × 10-4 kgm2
- 被試験モータ
- 定格トルク : 300 mN・m
- 定格回転数 : 2,000 rpm
- イナーシャ : 2 × 10-5 kgm2
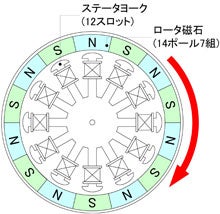
- モータ構造 : 12スロット/ 14ポール
- 制御方法 : 回転数制御
動作
- 被試験モータを回転制御で回転させながら、DSP7001コントローラで徐々にブレーキ電流を加えていきます。
- データロガーはエンコーダのパルスとトルクトランスデューサのトルク電圧を連続して収録します。
- パソコンはデータロガーのデータをリアルタイムでFFT処理し、周波数・回転数・ブレーキ負荷・リップル振幅をグラフに表示します。
トルクリップルの信号
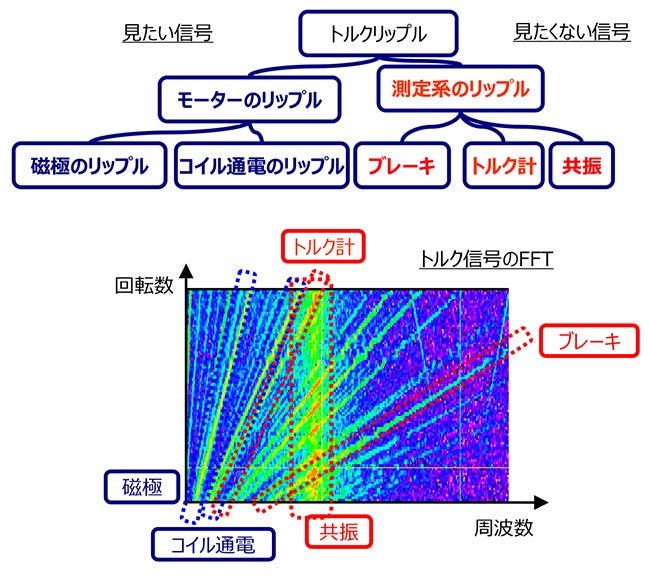
実際にトルクリップルの測定を行うと、モータのリップル以外にも様々な信号が含まれます。その中から、見たい信号であるモータのリップルを抽出して評価をしなければなりません。
ヒステリシスブレーキのコギング
ヒステリシスブレーキは、軸が回転していないときに印加した電流を切るとロータの残留磁化によるコギングが発生します。コギングを除去せずに測定をしてしまうとトルクリップル信号にコギングが現れます。
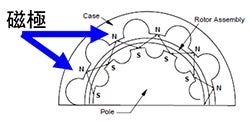
| 型番 | 磁極数 |
|---|---|
| HB3500/1750 AHB24/AHB12 |
52 |
| HB750/AHB5 | 36 |
| HB450/AHB6/AHB3 | 35 |
| HB250/AHB1.5 | 26 |
| HB140/AHB1 | 21 |
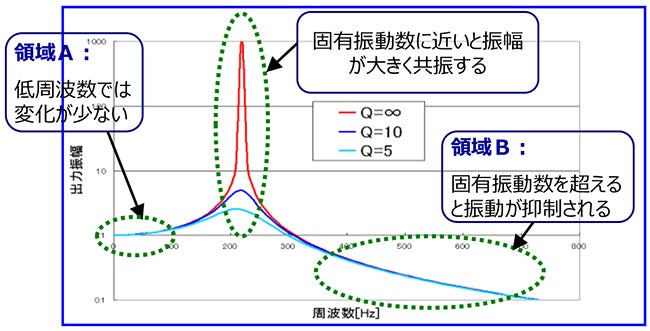
測定系のねじれ共振
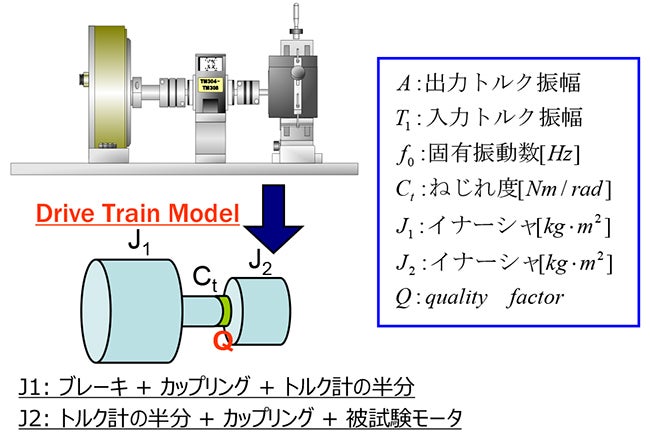
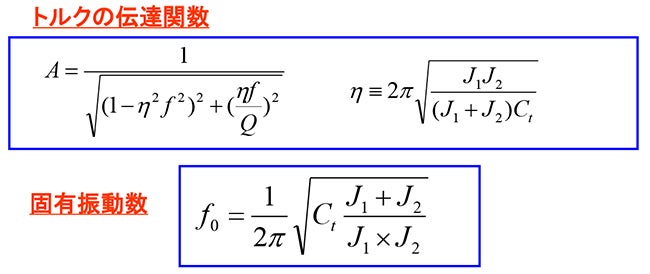
トルクリップル測定系は、図のようにトルクトランスデューサの両端にブレーキと被試験モータが繋がった構成です。また、トルクトランスデューサはトルクを測るために、内部にねじれ易い金属(トーションバー)が使われています。そのため、このシステムは、トーションバーの両端にイナーシャ(おもり)が繋がったモデルで表すことができます。
このモデルはDrive Train Modelと呼ばれています。
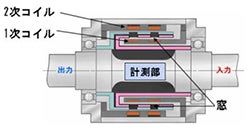
TMのトーションバーと両端のイナーシャ
トルクトランスデューサのリップル
トルクトランスデューサには、トルクを検出するためにコイルと窓があります。この窓の数が1回転で15個のため、15次のトルクリップルが発生します。このリップルの大きさは、トルクのフルスケールの±0.1%以下となっています。
測定手順①:リップル周波数の推定
モータの構造から、ある回転数でリップル周波数がいくつになるかを推定します。
被試験モータは14ポール(SN 7組)・12スロットです。
よって、磁極のリップル周波数は [ 7 × 1秒あたりの回転数]、コイル通電によるリップル周波数は、[ 12 × 1秒あたりの回転数 ] に現れます。また、これらを合成したリップル周波数は、[ 84 × 1秒あたりの回転数 ] に現れます。( 7 と 12 の最小公倍数は84)
例えば1000rpmの場合、
- 機械的なリップル: 7×1000÷60 = 116.67 Hz
- 電流によるリップル: 12×1000÷60 = 200 Hz
- 合成したリップル: 84 × 1000÷60 = 1400 Hz
となります。また、これらの2倍、3倍、、、の高調波成分も現れます。
測定手順②:回転数の検討
下の図は、ブレーキ負荷を加えずに回転数を 0 ~ 1500 rpm の範囲でスイープしたときのトルク信号FFTです。回転数と周波数が比例しているところは、モータが発生するリップル成分です。また、回転数に関係なく一定の周波数のところは、およそ 270Hzで共振による成分です。そして、それらが交差する回転数では、共振の振動数とリップルの振動が重なってトルク強度が大きくなることがわかります。さらに重要なことは、ある回転数の範囲(100rpm以下、または 900から1100rpm)では共振周波数とリップル成分の交差が小さくなることです。
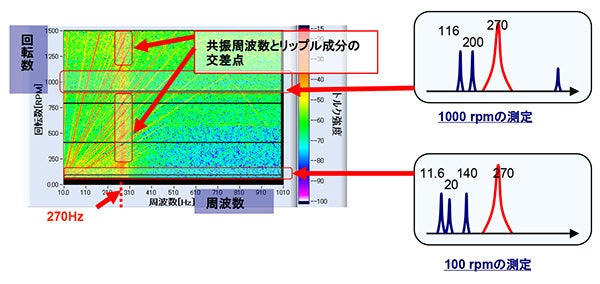
それでは、回転数をいくつにすればよいのかを検討します。上で述べたように、ある回転数では共振周波数とリップル成分が重なってしまい、リップル成分の解析ができなくなります。そのため、これらの重なりが少ない回転数で解析しなければなりません。
今回の測定では、重なりの少ない回転数は、 900から1100rpm と 100rpm以下 にあることがわかります。そこで、代表値として 1000rpm と 100rpm の2通りを選択します。
「①リップル周波数の推定」で示した 1000rpm の場合、機械的なリップルと電流によるリップルの成分は(共振周波数に対して)低周波領域に現れ、合成したリップルは高周波領域に現れます。 よって、合成したリップル成分は減衰するために相対値としての評価になります。
100rpm の場合、合成したリップル成分も140Hzとなり、低周波領域で測定することができます。このように、測定系の応答特性に応じて回転数を調整すれば、解析したいリップル成分を測定することができます。
また、トルクトランスデューサの応答周波数にも注意してください。トルクトランスデューサには、トルク信号のローパスフィルタ周波数を調整するディップスイッチがあります。カットオフ周波数は最大で5kHz なので、それより高い周波数では測定できません。解析したい成分がカットオフ周波数より小さくなるように、回転数を調整してください。
測定手順③:ブレーキ負荷印加
回転数が決まったら、モータを一定回転数で回してブレーキ負荷をスイープし、3次元のウォーターフォールグラフでトルク信号のFFTを確認します。ここでは、100 rpm と 1000 rpm の2通りで確認します。
100 rpm の測定結果
【10から1kHzの解析】
まず、10から1kHzの解析結果を見ると、およそ400Hz以上の周波数ではリップル成分が無いことがわかります。共振周波数付近は解析に適していないため、解析の対象は共振周波数の270Hzよりも小さな領域に絞ることができます。
【1から100Hzの解析】
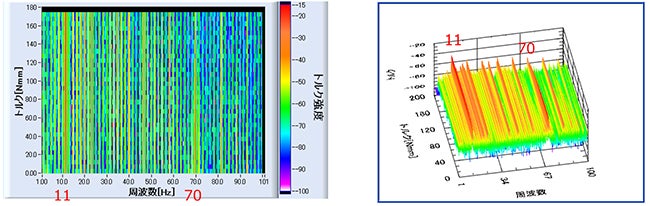
次に、1から100Hzの解析結果を確認します。特に強いところは、 11Hz,70Hz が確認できます。 11Hzは磁極のリップル成分、70Hzは合成したリップル140Hzの半分です。これらのピークは、次のステップでブレーキ負荷とリップル振幅の関係を解析をします。
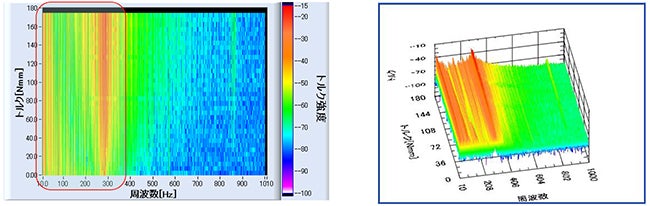
【100から300Hzの解析】
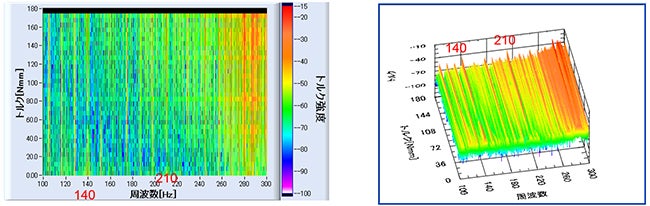
さらに、100から300Hzの解析結果を確認します。特に強いところは、140Hz,210Hz が確認できます。 これらは、ともに合成したリップルに関係した成分です。これらのピークも、次のステップでブレーキ負荷とリップル振幅の関係を解析をします。
1000 rpm の測定結果
【10から3kHzの解析】
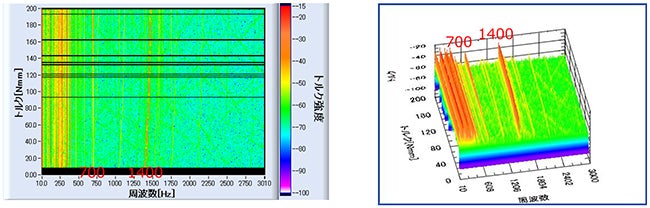
まず、10から3kHzの解析結果を見ると、300Hz以下に多数のピークがあります。また、700Hzと1400Hz のピークは合成したリップル成分です。ブレーキの負荷トルクが小さくなると周波数が小さくシフトしていますが、これはブレーキ負荷により回転数が変化したためです。
【10から300Hzの解析】
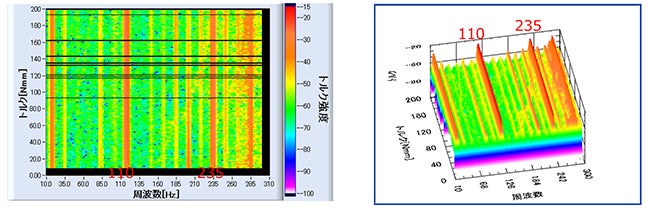
次に、10から300Hzの解析結果を確認します。特に強いところは、 115Hz,235Hz が確認できます。 115Hzは磁極のリップル成分、235Hz はその2倍の周波数成分です。
【300から1kHzの解析】
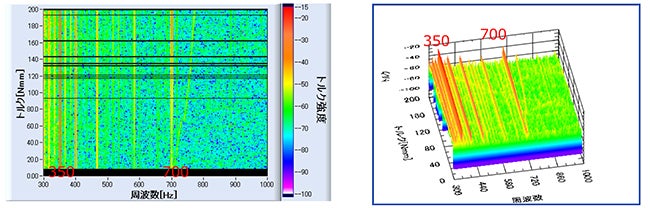
300から1kHzの解析結果を確認します。特に強いところは、 350Hz,700Hz が確認できます。350Hzは磁極のリップル成分、700Hz のピークは合成したリップル成分です。
特定の周波数で解析
100rpm と 1000rpm それぞれの場合で、ある周波数におけるブレーキ負荷とリップル振幅の関係を解析します。 ここでは、例として 機械的なリップル成分と合成したリップル成分をそれぞれ解析してみます。
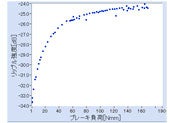
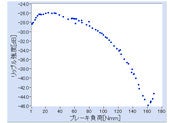
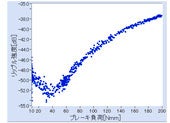
■ 100 rpm ブレーキ負荷 vs リップル強度
| 11Hzの解析 | 70Hzの解析 | 140Hzの解析 |
|---|---|---|
 |
 |
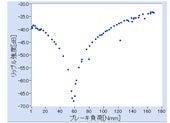 |
11Hzは機械的なリップル成分です。負荷の増加とともにリップル強度が増加する傾向が見られます。 70Hz と 140Hz は合成したリップル成分です。 単調な増加になっていないことがわかります。 これはモータのドライバが電流の周波数を制御するためであると考えられます。
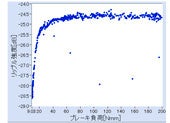
■ 1000 rpm ブレーキ負荷 vs リップル強度
| 110Hzの解析 | 700Hzの解析 | 1400Hzの解析 |
|---|---|---|
 |
 |
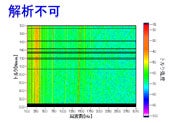 |
110Hzは機械的なリップル成分、700Hz は合成したリップル成分です。また、1400Hzの解析については、ピーク周波数が図のように変化してしまったために、特定の周波数で解析することができませんでした。このような場合には、 次数比分析(オーダートラッキング)を行えば解析ができることがあります。
まとめ
トルクリップル測定では、被試験モータが発生するリップル周波数のほかにも測定装置により様々な成分が現れます。そのため、測定装置の動作原理に遡って、どの周波数がモータのリップルなのかを切り分ける必要があります。
また、ねじれ共振により増幅/減衰された信号となっていることも考慮することで、適切な評価を行うことができます。