スピーカ計測・評価技術 / 第4回
スピーカから発生するひずみ
いいスピーカとはどのようなスピーカでしょうか。ハイレゾ対応のものや、心地いい低音が鳴るもの、原音を忠実に再現するもの、といった様々な特徴を持つスピーカやイヤホンがある中で、その音響製品を使用する各個人がそれぞれ異なる感性や価値観をもって、その良否を判断します。ではスピーカの設計者は、ユーザがそのスピーカで音楽を聞いた時にどう感じるかを、どのように評価するのでしょうか。
残念ながら、感性を数値化する測定手法はまだありませんので、感性以外の定量的な手法で数値化し、評価していかなくてはなりません。スピーカの良し悪しを判断する指標として、周波数特性と“ひずみ”があります。今回はこの“ひずみ”に着目します。
ひずみの発生原因
音源に含まれない音がスピーカを介すことで出力される場合、ひずみが発生しているということになります。スピーカから発生する音は、多かれ少なかれひずみを含むこととなりますが、これはスピーカユニットやエンクロージャの構造、空間などの影響により発生します。
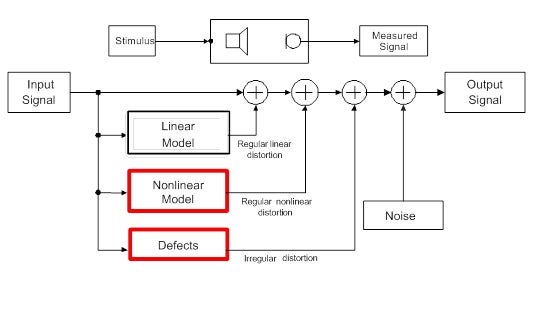
図1.オーディオシステムにおけるひずみ発生のフローチャート
図1をご覧ください。ひずみは発生原因毎に、線形ひずみ(Regular Liner Distortion)、非線形ひずみ(Regular Nonlinear Distortion)、非定常ひずみ(Irregular Distortion = 非定常音:ビリつき音)に分類できます。これらがスピーカの駆動状態に応じて元の音源(Input Signal)加わり、スピーカから出力されます(Output Signal)。
非線形ひずみの発生原因はスピーカユニットの仕様に起因します。例えば、ボイスコイルの変位が大きすぎて、スピーカユニット内部のスパイダー(サスペンションパーツ)がその変位に追従できない場合などが挙げられます。非定常ひずみは、エイジング、過負荷での駆動や使用環境といった外部要因よるスピーカの欠陥が原因となって発生するひずみです。例えば、異物の混入や接着の剥離、エアリークに伴って発生する異音がそれにあたります。
ひずみを発生させる原因毎に適切な測定手法を採用し、それぞれを独立して定量化することが、ひずみを低減させるために重要となります。
ひずみの測定に用いる信号
ひずみを評価するために使用する信号は、ひずみを発生させるために、そのスピーカユニットにとって音量の大きい(非線形領域で駆動する変位)信号を加えなくてはなりません。また、信号の種類については、その目的に応じて、いくつかの種類があります。
(1)単一の周波数を加え、周波数をスイープさせた信号
(2)2つの周波数を同時に加え、その一方のみの周波数をスイープさせた信号
(3)FFT分析分解能に合わせた複数の周波数を同時に加えた信号(マルチトーン)
(4)ランダムノイズ(ピンクノイズやホワイトノイズ等)
(5)音楽信号
上記(1)から(5)になるにしたがって信号が複雑になります。例えば、(1)の信号を加えると以下の図2のような周波数成分が発生します。
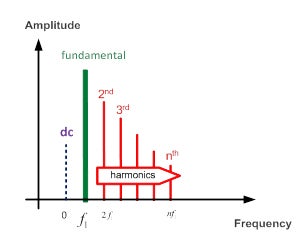
図2.単一の周波数を加えた時に得られる周波数特性
ここで得られる高調波次数ごとのひずみ率(Fundamentalに対する高調波:2nd, 3rd, …の比率)及び、それら全ての次数を足し合わせた全高調波ひずみTHD*(Total Harmonic Distortion)は、スピーカの性能を表す指標として、広く用いられています。ひずみが少ないスピーカは、原音を忠実に再現できるということになり、一般的にはいいスピーカ*であると言われます。
※ THDは正確には、2次以上の高調波次数の音圧のRMS値を足し合わせた上で、全体の音圧のRMS値で割った値をとります。
※ もちろん、個人の趣向が強く影響しますので、必ずしも、ひずみが少ないことが、一概に“いいスピーカ”であるとは言えません。
ひずみの発生に影響する性質
しかし、(1)の信号を用いた評価方法だけでは、スピーカの非線形性に伴うひずみの発生を十分に評価できたとは言えません。前記したとおり、ひずみは大信号をスピーカに加えた時に発生します。この時、スピーカは非線形の状態になっています。以下の図3をご覧ください。
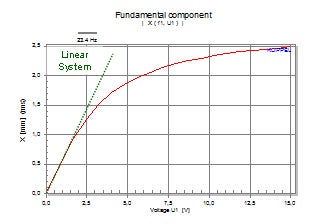
図3.基本波の変位の圧縮
スピーカが線形であれば、加えた電圧に応じて、ボイスコイルの変位も大きくなり続けます。しかし、実際はそうならず、加えた電圧に対して生じる変位はだんだん小さくなるため、非線形となります。つまり、いくら電圧を加えても、ボイスコイル変位が大きくならなくなります。ボイスコイルの変位に応じた音圧がスピーカから出力されますので、その非線形性に応じて、最大音圧も制限されます。このように、ボイスコイルの変位=印加電圧に応じて、異なる性質を持つため、スピーカに加えられる電圧値ごとに、ひずみの評価をする必要があるのです。
また、ボイスコイルの振動中心位置(DCオフセット)もひずみの原因となります。これはスティフネスKms(x)やBl(x)の非対称性が原因となり生じます。ボイスコイルはKms(x)が最小値となるやわらかい領域、および、Bl(x)が最大値をとる駆動力が大きく得られる領域を中心に駆動することになるため、ボイスコイルの静止位置と、Kms(x)の最小値およびBl(x)の最大値にずれがあれば、オフセットを持って振動することになります。オフセットが大きくなれば、設計した内部のクリアランスを超えて駆動する可能性もありますので、ひずみの発生はもちろん、ボイスコイルの破損を招く恐れもありますので、DCオフセットを把握することも重要となります。
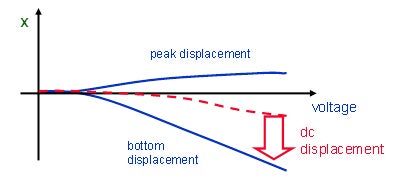
図4.ボイスコイル振動中心のずれ(DCオフセット)
相互変調ひずみの測定
スピーカは、前記のひずみの他にも、“相互変調ひずみ”を発生させ、音質に大きな影響を与えます。この相互変調ひずみを測定するために用いるのが、“(2)2つの周波数を同時に加え、その一方のみの周波数をスイープさせた信号”です。
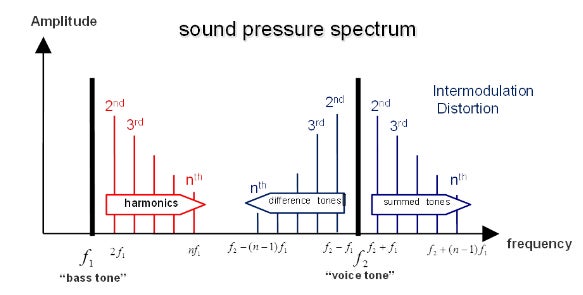
図5.相互変調ひずみ
上記、図5では2つの周波数を同時に印加しています。低周波側はベーストーンf1、高周波側はボイストーンf2と呼ばれます。この時に発生するひずみは図5の赤線:高調波ひずみと、青線:相互変調ひずみに分かれます。相互変調ひずみは、ボイストーンより高い周波数で発生する“和周波”と低い周波数で発生する“差周波”に分かれ、それぞれ下記のように計算されます。
差周波:(f2 – (n-1)f1
和周波:(f2 + (n-1)f1 (ここで高調波次数nは、n=2, 3, 4 …)
この相互変調ひずみはBl(x)やLe(x)といった非線形性の影響や、ボイスコイルが動いていることで生じるドップラー効果の影響で発生します。
また、振幅変調の評価にも(2)の信号は効果的です。振幅変調とは、単一の周波数を印加しているにもかかわらず、振幅=音圧が変化してしまう現象です。高周波側の音質(心理音響で言う変動感や粗さ感)に影響を与えます。以下の図6をご覧ください。
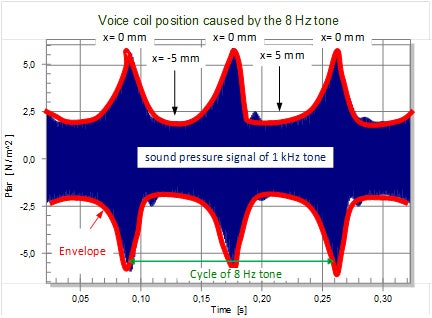
図6.振幅変調
f1=8 Hz and f2=1 kHzを印加して得られた波形で、ボイスコイルの振動中心位置xが0mmの時は変位が大きいですが、-5mmのときは変位が小さくなっています。これは、振動中心がずれたことでBl(x)が小さくなってしまい、十分な駆動力が得られなかったことが原因です。 (2)の印加信号では、ベーストーンをスイープし、ボイストーンを固定する方法と、ベーストーンを固定し、ボイストーンをスイープする方法の二つがあります。ベーストーンをスイープし、ボイストーンを固定する方法は、変位を大きく変化させる方法ですので、非線形性を変化させながら、その時々の相互変調ひずみを測定するために使用します。一方、ベーストーンを固定し、ボイストーンをスイープする方法は、オーディオ周波数帯における周波数毎の相互変調ひずみの測定をする場合に用います。
次回は、スピーカから発生するひずみの中でも、非定常音(ビリつき音)について、解説していきます。
- 第6回 スピーカ特性シミュレーションとモデルベース聴感試験
- 第5回 ビリつき音(Rub&Buzz)
- 第4回 スピーカから発生するひずみ
- 第3回 大信号時のスピーカ特性
- 第2回 スピーカの表面振動と音の伝播
- 第1回 スピーカユニットの性能評価:TSパラメータ